途昂作为上汽大众旗下的旗舰大型SUV,是大众品牌中体型最大的SUV车型,颇受各方好评。今天,我们来到了途昂的诞生地——上汽大众宁波工厂,亲眼见证这款旗舰车型的生产制造过程。
途昂作为上汽大众旗下的旗舰大型SUV,是大众品牌中体型最大的SUV车型,颇受各方好评。今天,我们来到了途昂的诞生地——上汽大众宁波工厂,亲眼见证这款旗舰车型的生产制造过程。

宁波工厂概况
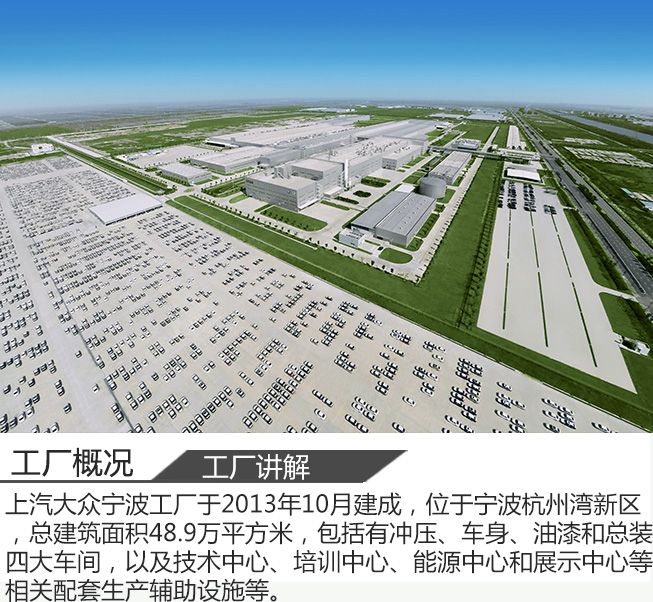

上汽大众宁波工厂于2013年10月建成,位于宁波杭州湾新区,总建筑面积48.9万平方米,包括有冲压、车身、油漆和总装四大车间,以及技术中心、培训中心、能源中心和展示中心等相关配套生产辅助设施等。宁波工厂目前生产大众品牌的Lamando和Teramont途昂以及斯柯达品牌的Octavia明锐和预计今年上市OctaviaCombi明锐旅行车。

冲压是汽车制造的第一步,上汽大众宁波工厂的冲压车间采用了目前国内汽车制造业中最先进、自动化程度最高的机械冲压生产线——9100T高速伺服压机线。9100T高速伺服压机线具有高冲次、高质量、大尺寸以及低耗能的特点,在4.6m*2.5m的宽大压机台面上可满足全尺寸SUV的零件生产。其采用了先进的料片拆垛方式,整线连续运行,每分钟可以冲压18个零件。同时,伺服压机行程的曲线任意可调,可有效提高零件表面的质量及形状冻结性。
另外,为提高各零部件之间的匹配精度,上汽大众广泛采用高精度加工模具,使成形零件的尺寸波动控制在±0.2mm以内,保证了整车精准的匹配,使外观浑然一体。在针对车身侧围、门内板和底板等部位时,上汽大众采用了整体冲压成形的工艺,避免二次焊接,在有效加固车身强度的同时,大大提升外观的一致性和美观性。
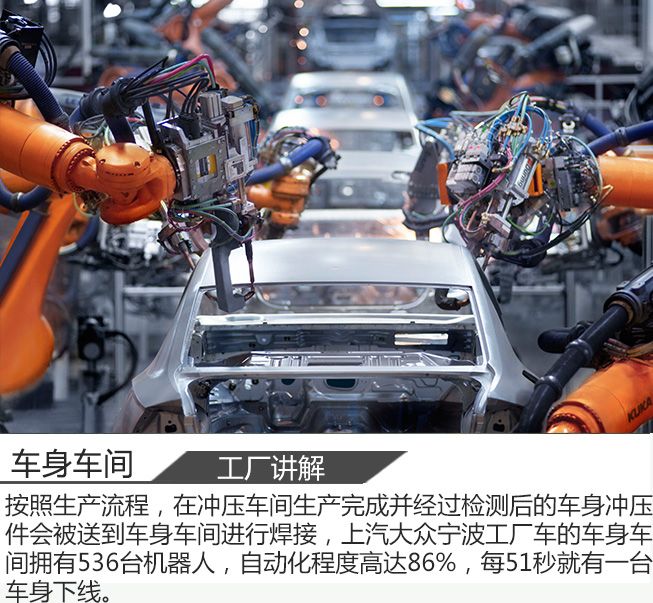
按照生产流程,在冲压车间生产完成并经过检测后的车身冲压件会被送到车身车间进行焊接,上汽大众宁波工厂车身车间拥有536台机器人,自动化程度高达86%,每51秒就有一台车身下线。

据介绍,途昂全车高强度钢使用比例达到80%,整车的关键部位诸如A柱、B柱、前排脚部空间横梁、中央通道、后部纵梁以及横梁等部位均采用热成型高强度钢。热成型工艺主要用于加工在常温下不容易成形的超高强度材料,它将钢板经过950°C的高温加热后一次成形,又迅速冷却,从而全面提升钢板强度,目前大量应用于航空航天领域。热成型高强度钢板的抗拉强度较普通钢板强化了近3-5倍,屈服强度超过1,200兆帕,每平方厘米能承受10吨以上的压力,这相当于一枚硬币上可以承受两头成年大象的重量,热成型高强度钢的使用能够令白车身实现轻量化的同时获得更高刚度。

途昂的车身顶部及侧围、前后风挡以及门框周边等连接处均采用激光钎焊技术,同时四车门采用激光焊接技术。激光焊接技术可使不同钢板之间的连接处达到分子结合的状态,将整个车身的钢性结构提高30%,极大提升整车外观品质与安全性。同时,激光焊接也大大提高了车辆结合的精度,可明显改善震动及噪声,并确保连接工艺焊缝的美观度和光洁度。激光焊接及高强度钢材的大量采用使车身结合精度和车身刚度显著提高,令车辆在激烈驾驶或者非铺装路面行驶时不易变形,无论驾驶舒适性和安全性均有上佳表现。

另外在车身车间中,机械手具备ISRA视觉定位系统(也称机器人之眼),可对车辆侧围内和外板的下料工位进行实时的视觉定位:通过摄像头对定位孔拍照,计算出零件在空间的实际位置,并指示机器人按照零件的实际位置取件,将零件的装配精度控制在±0.05mm以内,有效确保车身焊接的精度。定位系统还具有完善的报警、诊断、监控、数据收集、用户报告等功能,便于实时监控装配数据和维修维护。

宁波工厂油漆车间拥有123台机器人,自动化率达到85%。在预处理电泳环节,上汽大众油漆车间采用先进的车身翻转(RODIP)技术,使车身完全浸没在电泳槽内,有效提高电泳涂装的质量,保证外表内腔电泳膜厚度符合康采恩标准,确保车身防腐性能。电泳完成后,车身由全自动机器人完成底部及内腔PVC密封,使汽车在道路行驶和涉水中底部得到充足保护。在这之后,途昂才可进行色漆和清漆喷涂。上汽大众采用的2010水性漆工艺,配备最先进的7轴全自动喷涂机器人,在保证产品质量的同时,大幅提高了油漆利用率。
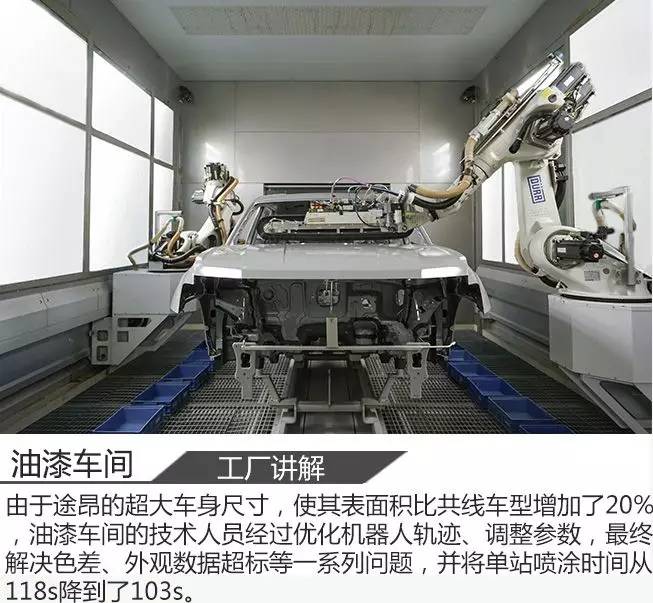
完成焊接的白车身只有在完成预处理电泳、PVC密封、面漆、整理报交、空腔注腊等步骤后,才能呈现出不同的色彩,并满足车身的保色、耐腐蚀、耐污染、抗紫外线等要求。由于途昂的超大车身尺寸,使其表面积比共线车型增加了20%,油漆车间的技术人员经过优化机器人轨迹、调整参数,最终解决色差、外观数据超标等一系列问题,并将单站喷涂时间从118s降到了103s。



途昂配备最新的DQ500 DSG七速湿式双离合变速器,是目前大众集团横置平台可传递扭矩最大的一款双离合变速器。在总装车间,离合器和发动机被组装到一起,构成途昂的动力总成,并被安装在底盘前桥上,它们将与底盘后桥一起在总装车间和车身组装在一起。上汽大众总装车间配备了底盘与车身的合装系统,将复杂的底盘合装工作分解到10个合装工位进行,使用85把高精度枪,严格控制拧紧扭矩,保证产品质量。其中,2个自动拧紧工位通过14根自动定位高精度拧紧轴,对底盘进行自动定位和拧紧工序,使车辆底盘部分的40多个连接点一次合拢到位,实现高度自动化生产,提高了底盘安装的稳定性和一致性,更好传递车辆动力。

每辆车在总装线装配完成后,还要经过100%的下线检测,只有当车辆顺利完成所有检测后,才可以进行最终的报交,驶下生产线。下线检测包括前束/转鼓功能检测(在行驶状态下对整车进行一系列动态模拟检测)、路试异响检测(采用德国康采恩标准路试场地,共有9种不同的路况,确保车辆交付后在各种路况下行驶均安静无异响。)、雨淋密封性检测(在雨淋房,车辆需经历6分钟全方位360°模拟暴雨极端天气情况的喷淋)等。另外,在报交合格的下线车中,上汽大众还会对其进行抽检,对抽检车辆进行外饰、内饰、电器功能、机舱、底盘、路试、密封性等全方位的检测,包括舒适性检测、振动试验、电器检测、整车噪声检测、车内气味测试等。

车讯网
股票代码:834327

中国汽车互联网第一股
如果你有各种买车、用车的问题不知道问谁?就赶紧加入讯哥微信粉丝群吧 ,里面各种大咖、老司机随时随地解答你的问题,关键还有各种福利拿到手软。
微信搜索:cc777jy,备注:进群,就会被邀请进群